宁波材料所在复杂异型孔的激光加工方面取得进展
激光加工作为一种非接触式的加工方式,具有快速、灵活、能量精密可控及对难加工材料的广适性等特点,在多层复合结构的精密低损伤加工上具有独特的优势。但要利用激光在外形曲面、内腔复杂的结构上加工出高精度复杂异型孔而又不伤及内腔背壁,面临着很多的技术挑战,包括:(1)单台激光器一次装卡穿越合金/TBC复合结构,实现多类材料单一工况的升华式加工;(2)大倾角(20-60度)、大深度(2-6毫米)、三维可控、精密低损伤加工;(3)复杂叶片的空间在线定位与校正等。
宁波材料所所属先进制造技术研究所激光与智能能量场制造团队自2012年起,启动了高速皮秒/纳秒激光微细加工项目,针对复杂异型孔激光加工工艺进行了深入的研究和大量的实验,近期取得新进展。
团队建立了异型冷却孔3D模型,进行了直圆孔、经典的前倾和/或侧倾异型孔、复杂异型孔等多种不同孔型射流气膜冷却性能仿真研究。仿真结果显示优化后的复杂异型孔相对直圆孔优势非常明显,冷却效率提高一倍,保护面积扩大10倍以上。
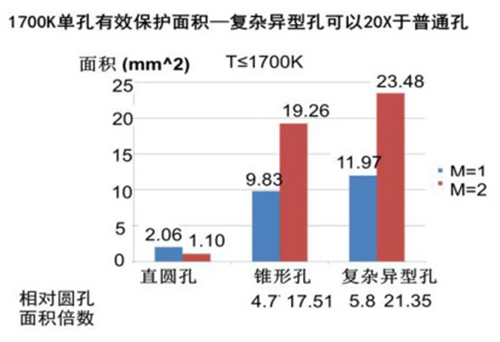
图1、某工况下直圆孔与异型孔设定温度保护范围比
团队建立起从CAD设计到CAM路径生产的能力,以及建立起单孔及群孔的流体及热力学分析平台,可以对真实工况下的气膜冷却进行温度分布、冷却效率的详细分析和优化。如此,团队具备了各种异型孔的设计优化能力,初步打通了异型孔设计、优化、加工技术的全链条。
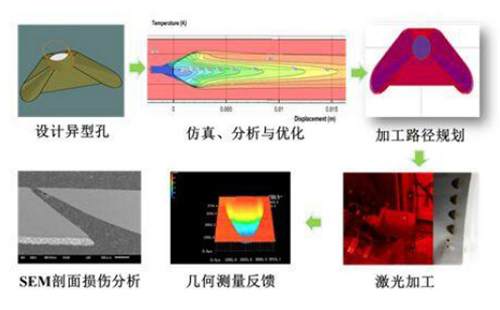
图2、复杂异型孔激光加工的技术链条

图3、在高温合金材料、树脂基复合材料/陶瓷基复合材料上加工出的三维异型孔
由于,在热敏感材料如高温单晶合金上使用空气中激光加工异型孔的工艺,会产生重铸层和热影响区,难以满足在某些苛刻环境下的要求,目前团队正在攻克无热影响的水助激光加工异型孔的工艺难题,且取得了初步成果。
上述工作得到了中国科学院科研装备研制项目的支持。
(先进制造所 王斌)